| 产品参数 | |
|---|---|
| 产品价格 | 26000 |
| 发货期限 | 24h |
| 供货总量 | 999 |
| 运费说明 | 包邮 |
| 最小起订 | 1 |
| 质量等级 | 特级 |
| 是否厂家 | 是 |
| 产品材质 | 钢 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMRLJ-3000 |
| 发货城市 | 河南长葛 |
| 产品产地 | 河南长葛 |
| 产品型号 | JMRLJ-3000 |
| 可售卖地 | 全国 |
| 产品重量 | 3.5t |
| 质保时间 | 一年 |
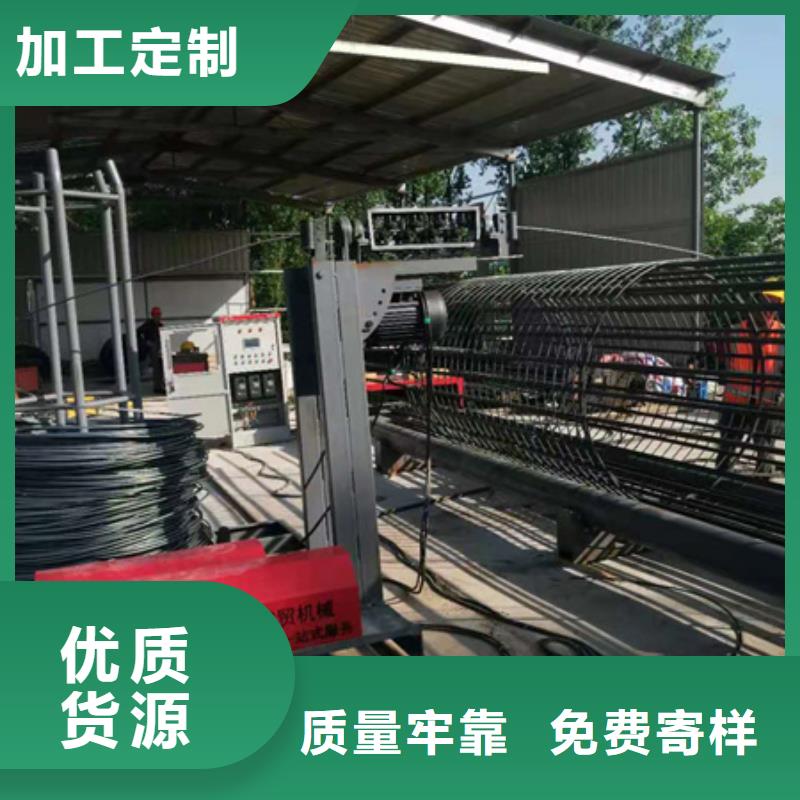
| 设备名称 | 钢筋笼绕筋机 |
| 型号 | JMRLJ3000型 |
| 加工范围 | 400-3000MM |
| 整机重量 | 3500KG |
| 安装尺寸 | 16*5M |

钢筋笼绕筋机滚焊机一般包括轨道架、滚焊装置、提供绑扎钢丝的供料架和牵引装置,其中牵引装置用于夹持和带动钢筋笼移动,在这个过程中滚焊装置在多根钢筋上缠绕并焊接绕丝。
但由于供料架架设于牵引装置和滚焊装置之间,在使用过程中,必须将牵引装置上的夹头部分穿过供料架,达到靠近滚焊装置的附近;而牵引机构的空间位置决定其扫动区域必然是完全包裹钢筋笼的,也就是常规状态下牵引机构将钢筋笼牵引拉出至十几米的过程中无法得到支撑,而钢筋笼在焊接的过程中必然会存在一定的热量以导致钢筋笼的强度略微下降;以上因素均将导致钢筋笼在成型过程中会产生一定的弯曲,从而导致钢筋笼的结构强度有所变化,不利于后期的电线杆制作。
3、数控钢筋笼滚焊机运行过程中,严禁对电气部分进行遮盖,要保持散热顺畅;
4、设备运行2个月左右后,要对断路器、马达接线端子、电箱内接线端子,在电源切断的情况下进行重新紧固;
5、2个月左右要对减速机、液压站油量进行定期检查。若不足,需要进行添加,如有漏油现象要进行及时进行修理;
6、每个星期要对所有的润滑油嘴进行打黄油一次;
7、设备正常运行2个月左右,要对所有的螺栓、螺帽进行重新紧固;钢筋笼绕筋机
8、每周要定期用油漆毛刷或微风吹风机清除电气柜中的灰尘,保持电气柜内清洁,否则可能会引起短路烧坏设备的事故发生;
9、对配套设备,如液压站的维护保养请参阅相应产品使用说明书(严防进水、拆卸相应零部件严防灰尘和其他脏物进入)。

安全操作:钢筋笼全长9米时一般用两根过渡箍,缠绕筋起点位置为前端,在前端外套入一个过渡箍,避免在缠绕区内。末端在钢筋笼尾部胶辊靠前面位置套入一个过渡箍,当缠绕筋工作到附近时,用手掌推动过渡箍向后移动,(注意:不能用手抓过渡箍,此时过渡箍是旋转状态,容易对人造成伤害。)直止过渡箍退出钢筋笼。前端过渡箍也可如此。钢筋笼12米以上,或者单节钢筋笼较重时,骨架中间加焊1、2圈缠绕筋替代第三个过渡箍。或直接中间开始绕筋,另半截笼前面向中间缠绕连接完成。所以三个过渡箍的中间一个箍应置放在中间靠后面的地方,借以减少冲击振动。退出辊轮并过渡到后面辊轮的方法--将过渡箍向后面推压,让过渡箍顺胶辊旋转到上面直到全部退出。准备台架;若采用骨架直接滚进辊轮内档(小型钢筋笼),骨架制作台架高度与设备同高。机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置平放两辊轮上,将一根主筋抬放于辊轮长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,百色钢筋笼绕筋机可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,后补齐焊完全部主筋。

高速铁路、高速公路工程项目数量的不断增多,无疑极好地带动了新式钢筋笼滚焊机的应用和普及,但在设备操作、保养这一块,如若不进行有效的管理也将会对其生产效能产生很大的影响,因此,如何科学地操作与维护保养钢筋笼滚焊机,进而达到延伸设备使用寿命,提高工程施工效率的目的,这将是本文主要谈论的问题:
操控钢筋笼滚焊机不能大意的几点事项当编织到设定长度时应停止编织;工作时观察通电时间和电极是否正常;编织结東后应先打开夹具,再卸下钢筋;接通气路,检直牵引架托架动作是否灵活;编织机发生故修理及保养时应切断电源;争滚焊机工作时,操作人员须戴好防护眼镜;钢筋笼绕筋机;
钢筋笼滚焊机每天结束之后也要记得进行一个检查,这个是为了看一下有没有进行断电,以免在不知情的情况下发生危险。

![[百色]建贸机械设备有限公司名片](http://ypmimg.huaer.cc/UploadImg/2634/new_card.jpg "[百色]建贸机械设备有限公司名片")